新浪微博
新浪微博 騰訊微博
騰訊微博

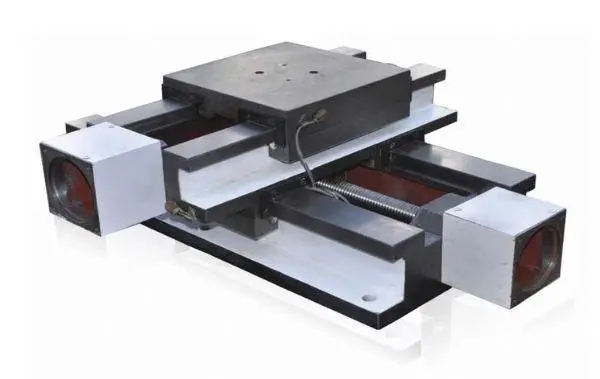
泊頭電機試驗平臺加工中注意的細節及誤差控制的方法
泊頭電機試驗平臺加工中注意的細節及誤差控制的方法,泊頭電機試驗平臺在鑄造過程中要特別注意的細節。清理過程是電機試驗平臺鑄件冷卻后從鑄型中清理電機試驗平臺鑄件,以獲得表面無缺陷的電機試驗平臺。
1)落砂:泊頭電機試驗平臺鑄件經過充分冷卻才能扒出鑄型,一般要求不小于3h。如果時間過短,會發生表面激冷而使硬度較高造成切削困難。泊頭電機試驗平臺鑄件較大時可能會產生熱裂、鑄鐵平臺鑄件內應力較大,易造成變形而影響鑄鐵平臺鑄件外形尺寸。
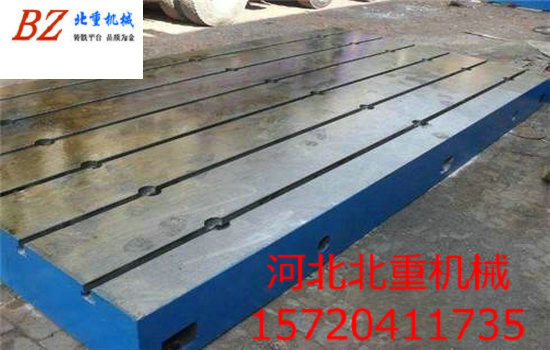
泊頭電機試驗平臺
2)清砂:要獲得表面光潔度好的鑄鐵平臺鑄件,小活件可以通過清理滾筒去除表面的砂子。大活件進行拋丸處理去除表面的砂子。非加工表面的粘砂清理干凈,以防止在裝入成品內運動時脫落后進入軸承室內,對軸承的使用造成不良影響。
3)時效處理:一般的電機試驗平臺鑄件都要進行時效處理,以減小電機試驗平臺鑄件內應力獲得良好的性能。
4)檢驗過程的控制:通過檢驗,反饋量具鑄件的缺陷,查找并分析原因,及時采取措施,以減少量具鑄件缺陷的產生。
通過以上環節控制,使泊頭電機試驗平臺件成為合格產品,要求每個過程相互配合,相互協調,只有注重細節才能較好的控制和提高每個過程的質量,才能保證泊頭電機試驗平臺鑄件的質量。
泊頭電機試驗平臺誤差來源:
1、泊頭電機試驗平臺檢測量具誤差。量具設計不完善或制造、調整、校對不,或者在使用中磨損造成的誤差。主要表現為量儀“示值誤差”(包括標準器和附件的誤差)。
2、基準誤差。作為基準的量具,不可避免地存在誤差。基準件誤差直接影響著測量值,如水平儀的制造誤差。一般基準件的誤差應不超過總測量誤差的1/3~1/5。
3、方法誤差。檢測電機試驗平臺方法、檢測量具選擇不當,測量原理與計算公式簡化造成的誤差,測量儀、工件定位裝夾和受力變形引起的誤差。
4、環境誤差。工作環境偏離標準溫度(20℃)太多,或其隨時間、空間的變化太大;振動、沖擊波動大;氣壓、濕度和清潔度不符合要求等造成的誤差。
5、人為誤差。操作者責任心、技術水平、情緒和生理(如視力)因素等造成操作不當,或者讀數、記錄、計算錯誤所造成的誤差。
6、測量力引起的變形誤差。測量力引起的變形誤差是指使用檢測器具進行接觸測量時,測量力使零件與測量接觸部分微小變形而產生的測量誤差。測量裝置上一般有保持恒力的裝置。
泊頭電機試驗平臺減少誤差的方法:
1、系統誤差的消除一般采用以下三種方法。修正法。對已知系統誤差的量儀可在測量時扣除。如已知水平儀或標準器或卡尺的游標刻線的零位偏差。
反向對準法。用于一些數值無法確知的、但知其測量在對稱位置等量反向出現的系統誤差。例如,實驗平板在工具顯微鏡上測螺桿螺距,消除由于安裝傾斜造成的系統誤差;用水平儀檢測實驗平板平面、直線度、消除水平儀的誤差等。對稱讀數法、半周期讀數法。多用于一些專用儀器,現場較少使用。
2、泊頭電機試驗平臺隨機誤差的控制和減少措施如下。
正確選擇和使用測量器具。檢驗中選擇計量器具應使測量器具的不確定度滿足所測鑄鐵平板公差的要求。一般粗略評估可以采用三分之一原則,即選擇的量儀其小刻度值應小于等于所測工件公差值的三分之一。