新浪微博
新浪微博 騰訊微博
騰訊微博械")
械")
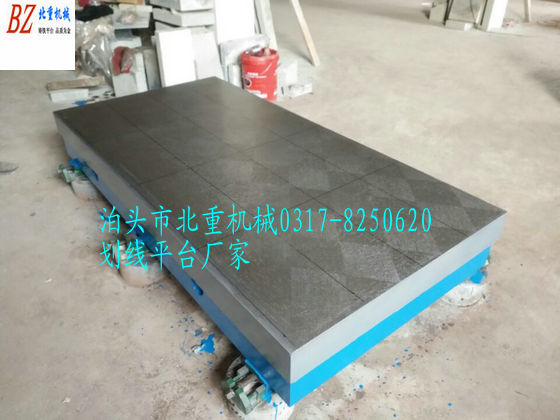
解析鑄鐵劃線平臺的生產(chǎn)過程
機(jī)械行業(yè)的鉗工對劃線平臺都比較熟悉,那么鑄鐵劃線平臺是怎樣鑄造出來的呢?下面廠家技術(shù)簡單介紹一下劃線平板的形成過程,劃線工作臺鑄造生產(chǎn)過程是,先根據(jù)劃線平臺的尺寸和形狀設(shè)計(jì)制造模具和型芯盒,配制好型砂和芯砂,然后用模型制造鑄型(在砂型鑄造中叫砂型),用型芯盒制造型芯,再把烘干的型芯裝入鑄型并合型,將熔化的液態(tài)鐵水澆入鑄型,等凝固后經(jīng)落砂、清理、檢驗(yàn)即得劃線平臺鑄件。
鑄鐵劃線平臺鑄件成形后,進(jìn)行回火時(shí)效,目的是為了消除劃線平臺鑄件的內(nèi)應(yīng)力。然后經(jīng)刨床粗加工,刨去劃線平臺表面粗皮,獲得粗加工精度,然后再一次進(jìn)行回火時(shí)效,消除加工及劃線平臺殘余應(yīng)力。回火后經(jīng)數(shù)控銑床加工表面,使劃線平臺精度達(dá)到規(guī)定要求,然后人工刮研排點(diǎn)。
T型槽劃線平臺材質(zhì):高強(qiáng)度鑄鐵HT200-300工作面硬度為HB170-240,經(jīng)過兩次人工處理(人工退火600度-700度和自然時(shí)效2-3年)使用該產(chǎn)品的精度穩(wěn)定,耐磨性能好。